
随着环保意识的提升,PET瓶作为可回收、可循环利用的包装材料,在饮料行业中的地位愈发重要。不仅因为其价格适宜、硬度高、密封性好,更因为它的环保特性符合当今社会的可持续发展趋势。本篇将主要讲解PET瓶其瓶身——PET瓶的生产工艺流程。
— 1 —
聚酯瓶片(瓶级PET)
1.聚酯切片,化学名称为聚对苯二甲酸乙二醇酯(简称“PET”),聚酯切片可根据其下游应用分为纤维级聚酯切片、膜级聚酯切片以及瓶级聚酯切片。
2.瓶级聚酯切片又称聚酯瓶片,通过聚酯基础切片在固态下迚一步聚合,通过提高粘度而成。瓶级PET具备安全、高透明、材质轻、便于携带运输、环保等优点,因而被广泛应用于多种领域。瓶级PET可以在较长时间内保持食品、饮料的内在品质,同时回收价值高,是全世界范围内回收率最高的塑料材料之一。
— 2 —
聚酯瓶片(瓶级PET)生产工艺流程
典型聚酯生产流程如下图一

瓶级PET主流的生产工艺为直接酯化法,流程主要分为CP(酯化与缩聚)和SSP(固相缩聚增粘)两个阶段:PTA与MEG以及第三单体IPA(间苯二甲酸)、调色剂及热稳定剂经过液相中的连续酯化反应以及连续缩聚反应生成瓶级基础切片,之后再经过加热状态下的固相缩聚反应增粘生成更高结晶度的瓶级切片。
— 3 —
PET瓶吹塑生产工艺流程
PET瓶是PET塑料材质为基础,通过一步法或二步法进行加工而获得的塑料容器。聚对苯二甲酸乙二酯 (PET) 吹塑瓶的生产按型坯的预成型不同可分为注射拉伸吹塑(简称注拉吹)和挤出拉伸吹塑(简称挤拉吹)。瓶胚是一种注塑物品。作为后续双向拉伸吹瓶的中间半成品, 瓶胚的瓶颈在注塑的阶段已经定型,它的尺寸在加热和拉伸/吹制时不会改变, 瓶胚的大小、重量、壁厚的设计是我们吹制瓶子时需要非常关注的因素。
以下主要讲解PET瓶成型中的二步法:
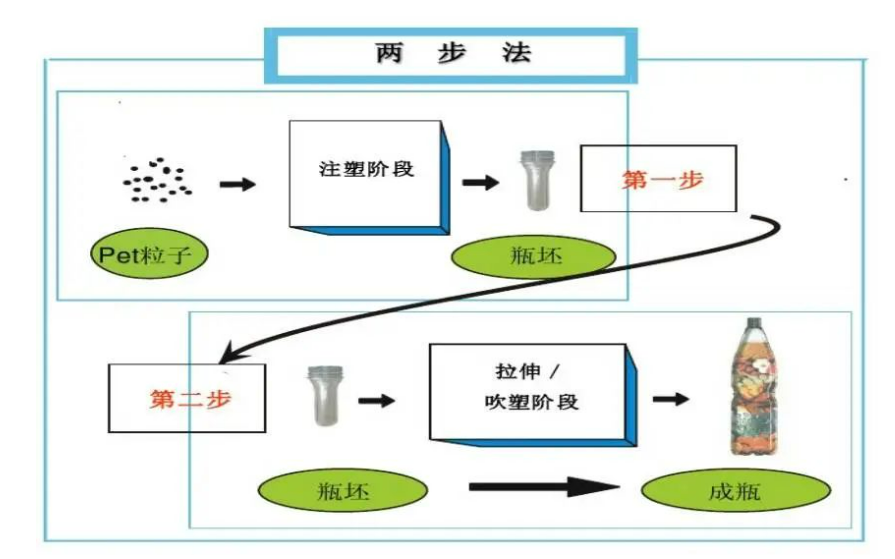
两步法将注及拉吹分离,在两台机器上分时进行,也叫注拉吹工艺。第一步用注塑机注出瓶胚,第二步将室温的瓶坯再加热后,拉吹成为瓶子。两步法的优点是能购买瓶胚吹塑成型,可以减少投资(人材及设备),瓶胚的体积远小于瓶子,方便运输及储存。淡季生产的瓶胚可在旺季吹成瓶子。
01 瓶胚
制备吹塑瓶时,首先将PET切片注射成型为瓶坯,它要求二次回收料比例不能过高(5%以下),回收次数不能超过两次,而且分子量及粘度不能过低(分子量31000-50000,特性粘度0.78-0.85cm3/g)。注塑成型的瓶坯需存放48h以上方能使用。加热后没用完的瓶坯,必须再存放48h以上方能重新加热使用。瓶坯的存放时间不能超过六个月。
02 加热
瓶坯的加热由加热烘箱来完成,其温度由人工设定,自动调节。烘箱中由远红外灯管发出远红外线对瓶坯辐射加热,由烘箱底部风机进行热循环,使烘箱内温度均匀。
瓶坯在烘箱中向前运动的同时自转,使瓶坯壁受热均匀。灯管的布臵在烘箱中自上而下一般呈"区"字形,两头多,中间少。烘箱的热量由灯管开启数量、整体温度设定、烘箱功率及各段加热比共同控制。
灯管的开启要结合预吹瓶进行调整。要使烘箱更好地发挥作用,其高度、冷却板等的调整很重要,若调整不当,吹塑时易出现胀瓶口(瓶口变大)、硬头颈(颈部料拉不开)等缺陷。
03 预吹
预吹是二步吹瓶法中很重要的一个步骤,它是指吹塑过程中在拉伸杆下降的同时开始预吹气,使瓶坯初具形状。这一工序中预吹位臵、预吹压力和吹气流量是三个重要工艺因素。预吹瓶形状的优劣决定了吹塑工艺的难易与瓶子性能的优劣。
正常的预吹瓶形状为纺锤形,异常的则有亚铃状、手柄状等。造成异常形状的原因有局部加热不当,预吹压力或吹气流量不足等,而预吹瓶的大小则取决于预吹压力及预吹位臵。
在生产中要维持整台设备所有预吹瓶大小及形状一致,若有差异则要寻找具体原因,可根据预吹瓶情况调整加热或预吹工艺。预吹压力的大小随瓶子规格、设备能力不同而异,一般容量大、预吹压力要小;设备生产能力高,预吹压力也高。即使采用同一设备生产同一规格的瓶子,由于PET材料性能的差异,其所需预吹压力也不尽相同。
04 环境
生产环境的好坏对工艺调整也有较大影响,恒定的条件可以维持工艺的稳定及产品的稳定。PET瓶吹塑成型一般在室温、低湿状态下为佳。
其它要求:有压瓶应同时满足应力测试与耐压测试的要求。应力测试是为防止PET瓶灌装饮料时瓶底与润滑剂(碱性)接触过程中产生分子链的降解而发生开裂、渗漏等进行的内在质量控制;耐压测试则是防止瓶内充入一定压力气体后产生爆裂而进行的质量控制。
为满足这两种需要,中心点厚度要控制在一定范围内,一般情况是中心点薄,应力测试较好,耐压较差;中心点厚,耐压测试较好,应力测试较差。当然,应力测试的结果还与中心点周围过渡区域料的堆积有很大关系,这要根据实际经验进行调整。
免责声明:本图文、资料来源于网络,转载的目的在于传递更多信息及分享,并不代表本网站赞同其观点和对其真实性负责,也不构成其他建议。仅供交流,不为其版权负责。如涉及侵权,请及时与我们取得联系: zpia2008@163.com。
