
前言
随着社会的发展,在城市化推进的过程中,地暖已逐步被普及,它提升了居住环境的舒适度。地暖是一种辐射散热的采暖方式,主要通过加热电缆或者管道通热水(低于60 ℃)对地面进行加热。目前市场上流行的地暖使用管材主要有交联聚乙烯(PE⁃X)、耐热聚乙烯(PE⁃RT)、无规共聚聚丙烯(PP⁃R)、交联铝塑复合管(XPAP)、聚丁烯(PB)等高分子化合物材料,这些管材的导热系数都较低,提高管材的导热系数可以提高加热效率。
塑料的导热系数很小,一般通过两种方式提高它的导热性能,一是合成具有高导热系数的本征型导热高分子化合物。目前本征型导热高分子化合物的研究制已经取得了一些成果,但是本征型导热高分子化合物合成工序复杂,如何实现规模化应用、降低成本是需要解决的问题。二是使用高导热填料对高分子化合物进行填充,制备高分子化合物/无机物导热复合材料由于本征型导热高分子化合物价格昂贵,目前使用较多的还是制备填充型的导热高分子化合物。常用的导热填料有石墨、石墨烯、金属粉、金属氧化物、金属氮化物等。
高分子化合物与填料之间的分布及相互作用决定了填充型导热高分子化合物的导热系数。导热填料一般有粉状、颗粒状、鳞片装等,当填料添加量较低时,填料虽然可以均匀在基体中进行分散,但是两者还是单独存在的较多,没有形成导热通道,样品的导热性能提高不大;只有当填料添加量增加到某一临界值时,导热填料可以连续分散在基体中,体系内形成了类似网状或链状的结构形态,即形成导热网链。材料的导热性能还与它本身的热阻有关,材料的热阻越大,其导热性能就会越差。因此,为获得高导热高分子化合物,在材料内部最大程度地形成热流方向上的导热网链是提高导热系数的关键。
天然的鳞片石墨具有高导热特性,沿片层方向导热系数可达1000 W/(m·K),常作为高导热填料增强复合材料导热性能。因此本文在聚乙烯中添加石墨,采用共混挤出的方式制备一种导热耐热聚乙烯管材,该管材保留了耐热聚乙烯管材的性能,同时又具有高导热系数。
1、实验部分(节选)
在聚乙烯中分别添加12份石墨,8份相容剂,1份酞酸酯偶联剂,按比例称取物料于高速混合机中常温600 r/min混合10 min,将混好的料置于双螺杆挤出机机筒中,各段挤出温度设置为100 ℃、150 ℃、180 ℃、210 ℃、220 ℃、230 ℃、215 ℃,螺杆转速为60 r/min。将不同目数的石墨(100目、300目、2 000目、3 000目)添加到聚乙烯中,经过拉条,造粒,压板制得导热系数测试样品,研究相同添加量不同目数的石墨对材料导热系数的影响。
复合材料拉伸性能测试样品制备:在聚乙烯中分别添加10份、12份、15份、20份、25份的石墨,8份相容剂,1份酞酸酯偶联剂进行密炼实验,密炼温度设置为180 ℃,时间为5 min,密炼完成后用平板硫化机制备1 mm厚的片材,用裁刀和冲样机获得5型拉伸样条,测试样品拉伸强度和断裂伸长率。
导热耐热聚乙烯管材的制备:在聚乙烯中分别添加12份石墨,8份相容剂,1份酞酸酯偶联剂,按比例称取物料于高速混合机中常温600 r/min混合10 min,将混好的料置于双螺杆挤出机机筒中,各段挤出温度设置为100 ℃、160 ℃、180 ℃、200 ℃、220 ℃、230 ℃、200 ℃,螺杆转速为20 r/min,挤出导热聚乙烯管材。
导热系数测试:选用瞬态平面热源法对样品进行导热系数测试,参考国标GB/T 32064—2015,使用平板硫化机机型制备边长为40 mm×40 mm,厚度为10 mm的样品,如图1所示,将测试导热系数的样品放在试样架上,探头放置并固定在两样品平面之间,选择合适的探头,测试总时间,输出功率进行测试。

图1 导热系数测试装置图
静液压测试:将制备好的导热耐热聚乙烯管材,如图2所示,按照GB/T 6111—2018对管材样品进行静液压测试。

图2 导热耐热聚乙烯管
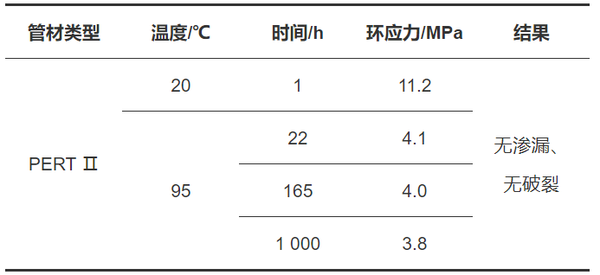
测试样品末端用A型密封接头连接管材和加压装置,测试条件为测试温度20 ℃下,环应力11.2 MPa,测试时间1 h;测试温度95 ℃下,环应力分别为4.1 MPa、4.0 MPa和3.8 MPa,对应测试时间22 h、165 h和1 000 h。
力学性能测试:将挤出的管材放在平板硫化机上用200 ℃的温度热压1 min制备1 mm厚的片材,用裁刀和冲样机获得5型拉伸样条,并按照GB/T 2918—2018要求,在温度23 ℃,湿度50 %的条件下对样条进行状态调节40 h,进行拉伸和弯曲试验。拉伸速率为50 mm/min,弯曲速度为2 mm/min。
2、结果与讨论
从图3可以看出,同一目数的石墨其添加量从10份增加到25份,随着石墨添加量的增加,复合材料的导热系数从0.60 W/(m·K)提高到1.45 W/(m·K)。石墨添加量为25份时,复合材料的导热系数是聚乙烯的3.625倍。
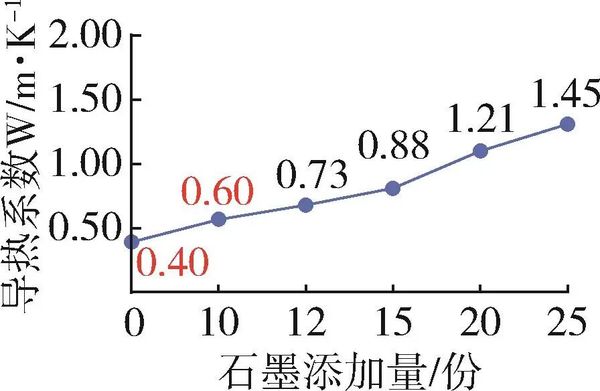
图3 石墨添加量对复合材料导热系数的影响
在聚乙烯中添加石墨,石墨添加量对复合材料拉伸性能(拉伸强度、断裂伸长率)的影响如图4所示,石墨的添加量从10份增加到25份,复合材料的拉伸强度先增加后降低,当石墨的添加量小于20份时,石墨对聚乙烯有一定的增强效果,当石墨的添加量继续增加,大量的石墨无机材料与聚乙烯有机材料无法很好的相容,因此出现了复合材料拉伸强度降低的现象。随着石墨添加量的不断增加,复合材料的断裂伸长率不断降低。当石墨的添加量为15份时,复合材料的断裂伸长率下降为526 %,与聚乙烯相比下降了近1/3。
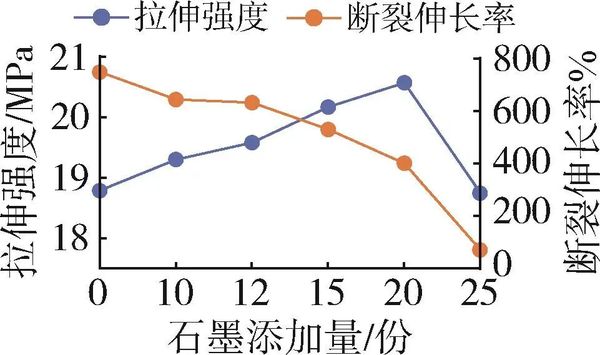
图4 石墨添加量对复合材料拉伸性能的影响
结合图3、图4,综合考虑复合材料的导热系数、拉伸强度、断裂伸长率,最终选择石墨添加量为12份的配方。
从图5可以看出,样品的导热系数随石墨目数的增加先增大后减小。当添加的石墨是100目时,石墨的粒径较大,与聚乙烯的相容性不好,样品表面不平整,样品与空气之间形成热阻,阻碍热量的传递,导热系数降低;当石墨目数为300目时,石墨与聚乙烯间可以很好的相容,鳞片状的石墨间形成了连续的结构,样品的导热系数提高到0.73 W/(m·K)。随着石墨粒径的减小,石墨的颗粒数增多,石墨与石墨间的缝隙数量增多,降低了石墨片间的连续性,导热性能有所降低,所以当添加石墨为2000目、3000目时,样品的导热系数又呈下降的趋势。
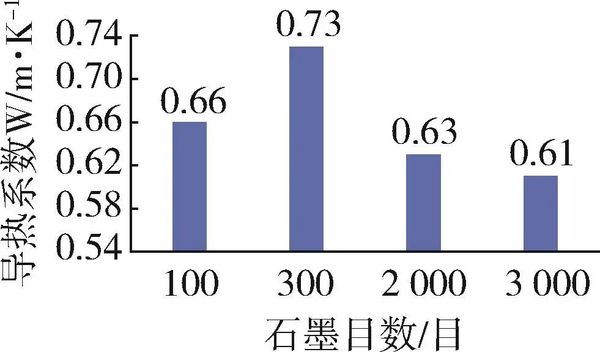
图5 添加不同目数的石墨对聚乙烯导热系数的影响
管材的静液压测试是在一定温度下,给管材施加一定的压力(本文选择给管材内部通满水),并保持一定的时间,观察管材是否出现渗漏、破裂等情况,由此来确定其耐压性能是否满足要求。按照GB/T 6111—2018标准对导热耐热聚乙烯管材进行静液压测试,测试样品的自由长度为280 mm,样品末端用A型密封接头连接管材和加压装置,压力选择PE⁃RT Ⅱ管环应力进行测试,20 ℃下,测试时间为1 h;95 ℃下,测试时间为22 h、165 h和1000 h,测试结果如表1所示。可以看出,在进行20 ℃,1 h;95 ℃,22 h、165 h和1000 h静液压测试过程中,导热耐热聚乙烯管材所能承受的环应力能达到PE⁃RT Ⅱ管的环应力。因此本文虽然在聚乙烯中添加了12份的石墨,但最终管材的耐温、耐压性能并没有降低。
导热填料与聚乙烯之间并无直接相互作用,其界面亲和能力差,两相分相明显,这会导致材料的力学性能降低明显,本文添加了酞酸酯偶联剂对导热填料进行表面处理,从而增强这两相之间的相互作用。将挤出的导热耐热聚乙烯管材放在平板硫化机上压板后裁样,制备拉伸样条,进行拉伸强度和断裂伸长率的测试,同时与空白未添加导热填料的聚乙烯制备的拉伸样条进行拉伸强度和断裂伸长率的对比。如表2所示,添加12份石墨的导热耐热聚乙烯管,拉伸强度为19.25 MPa,断裂伸长率为608 %,未添加导热填料的聚乙烯样品,拉伸强度为18.79 MPa,断裂伸长率为743 %。从测试结果看出,聚乙烯中添加12份的石墨后,拉伸强度没有出现降低的情况,断裂伸长率稍有下降,但仍能达到600 %以上,可以满足GB/T 13663.2—2018中对PE管材力学性能的要求。
表2 材料的力学性能
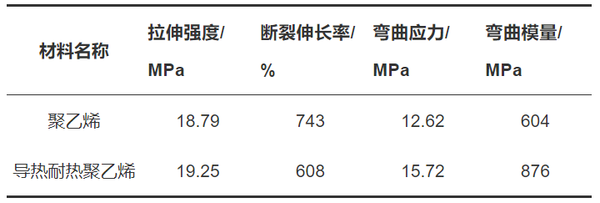
将挤出的导热耐热聚乙烯管材注塑弯曲和冲击样条,进行弯曲和冲击性能的测试。本文进行了规定挠度时的弯曲应力测试,添加12份石墨的导热耐热聚乙烯管测试结果为15.72 MPa,未添加导热填料的为12.62 MPa,弯曲模量两者分别为876 MPa和604 MPa,添加石墨后规定挠度下的弯曲应力提高24.56 %,弯曲模量提高45.03 %。
3、结论
(1)通过添加石墨制备导热耐热聚乙烯管材,添加12份的300目石墨,制备导热系数大于0.70 W/(m·K)的管材;
(2)聚乙烯中添加12份的石墨,制备导热耐热聚乙烯管,采用PERT II管测试所用环应力进行静液压性能测试,管材可以通过20 ℃下1 h,95 ℃下22 h、165 h和1 000 h静液压测试;
(3)添加酞酸酯偶联剂对导热填料进行表面处理,使得导热填料与聚乙烯之间有更强的相互作用,减少材料力学性能的降低;聚乙烯中添加12份的石墨后,拉伸强度没有出现降低的情况,断裂伸长率稍有下降,但仍能达到600 %以上,可以满足GB/T 13663.2—2018中对PE管材力学性能的要求。石墨的添加增加了,弯曲模量提高了45.03 %。
免责声明:本图文、资料来源于网络,转载的目的在于传递更多信息及分享,并不代表本网站赞同其观点和对其真实性负责,也不构成其他建议。仅供交流,不为其版权负责。如涉及侵权,请及时与我们取得联系: zpia2008@163.com。
